
汽车压铸配件对压铸件的质量和规格有着严格的要求。掌握压铸件结构 设计原则,对保证产品质量、提高生产效率、降低生 产成本等都有十分重要的作用。今天宁波汽车零部件厂家博威就给大家讲讲铝压铸汽车件的六点结构设计原则。
1 压铸件壁厚设计原则
压铸件的合理壁厚取决于压铸件的具体结构、 合金的工艺参数、压铸工艺参数等多种因素,压铸件 结构设计中应遵循薄壁和均匀壁厚的原则。
1.1 最小壁厚原则
通常情况下,压铸件的机械性能随着壁厚的增 加而降低。压铸件壁厚应尽可能的小,这样一方面可 节省材料,另一方面有利于提高压铸件的质量,因为 厚壁处易产生气孔、缩孔及缩松等铸造缺陷(参见图 1)。若构件需要提高强度、加强刚度,也不应靠增大 壁厚来实现,而应通过加强筋条、设置凹槽或将平面 做成拱形等途径来达到要求。
1.2 均匀壁厚原则
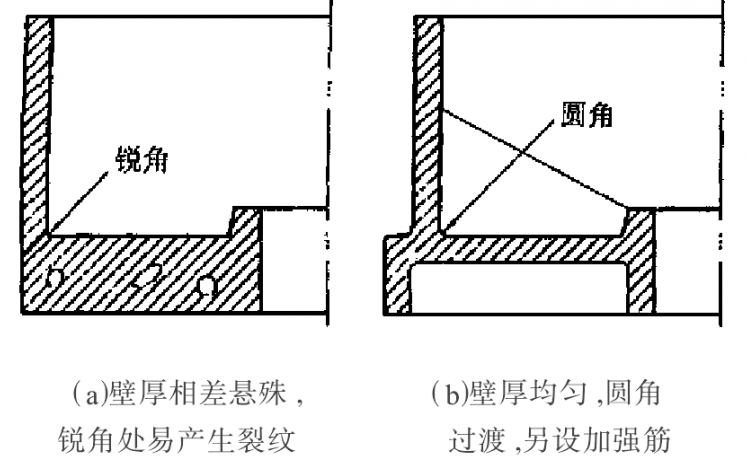
压铸件壁厚的均匀性也十分重要。若压铸件壁 厚不均或相差悬殊,不仅很难确定合适的压铸参数, 而且厚壁与薄壁交接,在厚壁处容易产生气孔、缩 孔,交接拐角处易出现裂纹(见图1)。这样的压铸件 容易产生扭曲、变形和裂纹。
2 加强筋筋长方向柔性原则
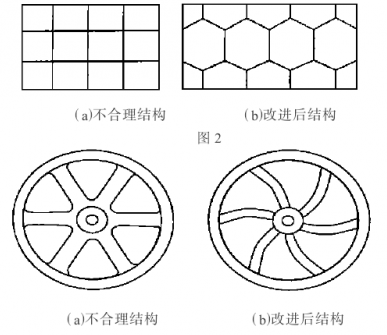
在压铸件上设置加强筋不仅能增加刚性、强度 (参见最小壁厚原则),还有利于合金流动畅通,消除 由于合金过分集中而引起的缩孔、气孔和裂纹等缺 陷。但在设置加强筋时,必须注意提高加强筋在其长 度方向上的柔性,避免直长筋,防止合金在冷却凝固 过程中因收缩不一而产生内应力和裂纹。
为防止内应力和变形,避免直长筋的方法如下:
a.蜂窝状加强筋(见图2);
b.错位加强筋(见图3);
c.斜弯加强筋(见图4);
d.切断加强筋(见图5);
3 压铸脱模方便原则
汽车压铸件如缸体、缸盖等由于孔、槽较多,如果脱模困难,则会导致压铸件的废品率增加。解决的具体办法:
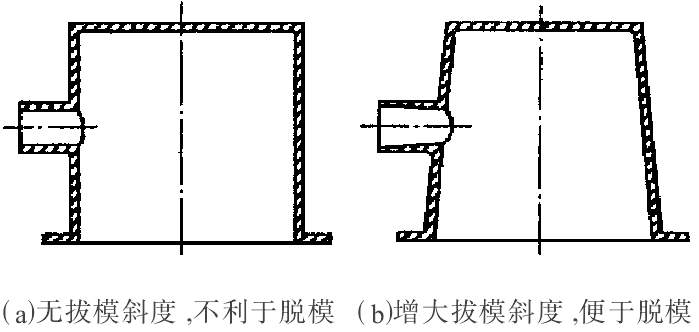
a.在允许的范围内,宜采用较大的出模斜度来减小所需要的推出力或抽芯力(见图6)。
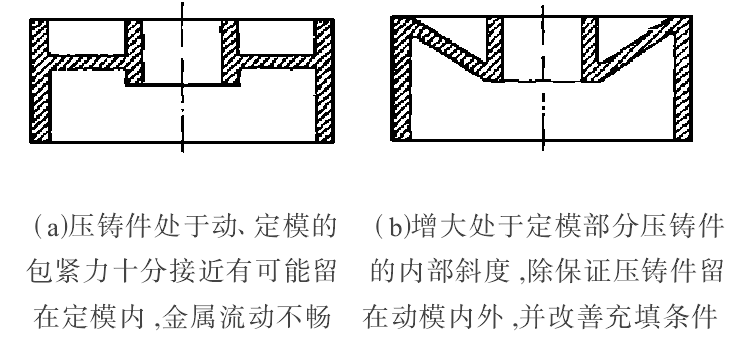
b.消除内部凹槽使压铸件从压铸型中顺利地 取出(见图7)。
4 便于模具设计制造的原则
压铸模具的设计制造是压铸中很复杂的工序之 一,模具型腔的形状愈复杂,压铸模具的设计制造就 愈困难,而复杂模具对压铸件质量控制难度亦大。因 此,压铸件结构设计应有利于模具的设计制造。
4.1 简化铸件形状
在保证压铸件功能要求的前提条件下,应优先 考虑采用易于加工制造的圆形、圆锥形、圆柱形。
4.2 避免或减少抽芯数量、避免有交叉型芯
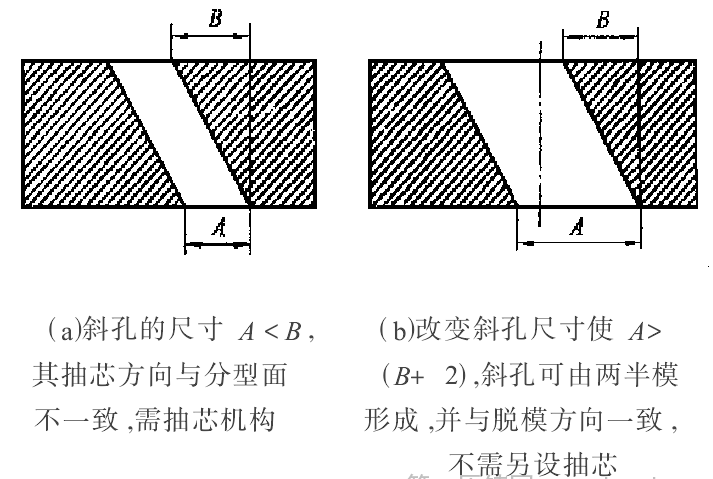
压型上采用抽芯机构是常见的,但设置抽芯机构将增加压型结构的复杂程度,也增加了出现故障的因素,所以应尽量减少或不用(见图8),更应避免交叉型芯出现,防止因抽芯次序或因液体金属液进入交叉缝隙中产生咬粘而发生故障。
4.3 消除内部凹槽(参见图7)
4.4 变复杂结构为复合结构

如图9,中间大孔为封闭式,无法抽芯,改为两件 装配而成,解决了抽芯困难的问题。
5 有利于压铸件排气原则
水平流道易使气泡停留而导致压铸件组织不致 密,甚至产生废品,因此结构设计中应尽量避免水平 流道(参见图10)。同时,在封闭的空腔上应留有排气 孔,便于型腔中的气体在受热膨胀时顺利排出,保证 压铸件质量。
6 有利于合金液流动原则
合金流动畅通与否直接影响压铸件的质量,因 此压铸件结构设计可通过适当增大流道的横截面积 和沿着流动方向逐渐减小流道横截面积以及增大处 于定模部分铸件的内壁斜度,除保证压铸件可留在 动模处也可改善合金液流动(见图10)。
宁波博威模具金属制品有限公司是一家集铝锌压铸、机械加工、表面处理为一体的股份制企业。公司主要研发、生产通信铸铝机箱、生产制造通信配件、汽车配件、安防配件、水泵配件等系列产品。http://www.bwmjyz.com/
浙ICP备16037542号










